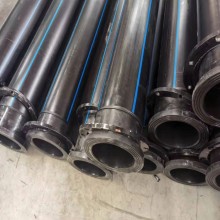

PE管在使用过程中会在某些地方进行连接,在面积小的地方一般都是采用电熔承插的方式,简单来说就是用两通把管材链接起来,常用的就是在拐角处的连接。一般电熔承插连接的程序有:检查—切管—清洁接头部位—管件套入管子—校正—通电熔接—冷却,详细内容包括:
1、切管:管材的连接端要求切割垂直,以保*有足够的热熔区。常用的切割工具有旋切刀、锯弓、塑料管剪刀等;切割时不允许产生高温,以免引起高温变形。
2、清洁接头部位并标出插*深*线:用细砂纸、刮刀等刮除管材表面的氧化层,用干净棉布擦除管材和管件连接面上的污物,标出插*深*线。
3、管件套入管子:将电熔管件套入管子至规定的深*,将焊机与管件连好。
4、校正:调整管材和管件的位置,使管材和管件在同一轴线上,*止偏心造成接头焊接不牢*,气密性不好。
5、通电熔接:通电加热的时间、电压应符合电熔焊机和电熔管件生产厂的规定,以保*在供给电压、加热时间下、获得熔接接头。
6、冷却:由于管道接头*有在全*冷却到常温后才能*到其较大耐压强度,冷却期间其他外力会使管材、管件不能保持同一轴线,从而影响熔接质量,因此,冷却期间不得移动被连接件或在连接处施加外力。
PE管电熔承插的方式会用到管件的配合,在使用的过程中管材上不能有细沙以及其它颗粒物,否则连接后会漏水,影响整个工程质量。