兰州磨煤机耐磨陶瓷涂料价格电话
兰州磨煤机耐磨陶瓷涂料价格电话,耐磨陶瓷涂料,该涂料采用高新技术,特别是无机—有机纳米技术,耐温可以到达600℃,涂料有机-无机增链嫁接,以及共混理论和互穿网络技术,耐磨防腐涂料涂层具有良好的抗冲击性能和防腐性能,无机-有机改性溶液成膜后饱满光滑可以减少磨擦组力,颜料中大的陶瓷粉料作为支架抗冲击抗撞击,小的陶瓷粉料作为填充抗摩擦。
1、耐磨陶瓷涂料储存
耐磨陶瓷涂料在储存期间,堆放在无雨水浸、无雨水淋和避免爆晒的环境,堆放托台要离地面20厘米,以尽量减少潮气从底部进入。材料在9个月的期内使用。
2、施工气候条件
现场施工的气候条件对于耐磨陶瓷涂料的安装质量很重要。施工期间,施工地点的温度须控制在5℃至40℃之间。为此,须尽量把施工或混料现场遮挡住,以避免直接的风吹、日晒和雨淋。
3、施工现场布置
为、地进行施工作业,保证简单地进入施工现场。为此,时应建1至2个临时人孔,以满足通向施工部位的良好入口要求。同时,应尽量搭建稳固的脚手架来提供良好的施工位置平台,从而确保和良好的施工质量。
4、清洁和表面处理
对需要施工部位的钢板表面,先清洗掉油污、灰尘或小颗粒物质,然后附着在待涂抹区域表面上的所有松动或跷起的氧化皮、疏松的锈、疏松的旧涂层和其他污物。
5、补强龟甲网焊接
将龟甲网底面与施工部位的钢板尽量紧帖,并按100-150×100-150 mm的间距将二者点焊牢固,确保每平米焊接点不低于80个为准。
6、涂料调配与搅拌
耐磨陶瓷涂料的调配和搅拌使用小型浆式搅拌机,搅拌机放在离施工现场尽可能近的地方。如不然,就使用起重设备或其它运输方法来确保迅速的混料运输。搅拌机使用前,固定要清洗干净。
涂料干粉加水调配的比例为7-8%,根据气候及施工环境等确定确保施工质量的小水分加入量。在做涂料混料时,使用干净的水;因为水中的杂质会影响涂料的强度和耐久性,用于清洁工具的水固定不能用于混料。正确的水温是5到40摄氏度。
混料步骤为:
⑴将干粉状的耐磨涂料倒入搅拌机,干粉搅拌2-3分钟;
⑵向干粉中加入小量的水,大约2-3%。水固定要倒得均匀、缓慢。加水完成后,搅拌5分钟,此时间是加水完毕后开始计算,此时混料的外观会从干粉变成湿黏的混合物;
⑶缓慢加入增强钢纤维,边加边搅拌,增强钢纤维的比例为4%。
⑷继续均匀加水,搅拌10-15分钟直至泛浆完成,涂料满足涂抹使用要求。
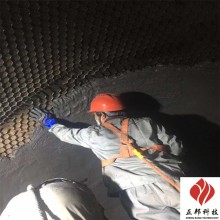
涂料涂抹施工
(1)耐磨涂料固定要紧紧地压入龟甲网内的间隙,要求涂压密实;对于圆形管道,应确保强冲刷面的实际厚度大于弱冲刷面的实际厚度,且管壁过渡应光滑。
(2)施工应以较小范围开始涂抹,更重要的是,在表面干掉前,就应该在每次涂抹时便达到所要求之厚度。完工之后,可用镘将表面抹平,时则洒些水润湿。
养护要求
(1)施工完毕后的耐磨陶瓷涂料应自然养护,原则上不低于7天。耐磨涂料凝固时间是从搅拌时间开始算起,直到强化过程开始。在温度为20℃时,3小时后强化过程就开始,然后需要大约2天养护的时间来获得较并达到使用效果。在5℃的温度下,强度形成需要7天的养护时间。环境温度对前几天的强度形成有很大的影响,耐磨陶瓷涂料内衬至少在获得其强度的60%的情况下才能够被使用。
在环境温度较低时,可以通过升温来加快强化速度。但不可对耐磨陶瓷内衬涂层直接加热,因为直接加热会产生干燥效果。在凝固和强化过程中,内衬表面会有微细裂纹出现,属于正常现象,不会影响耐磨内衬层的使用性能。
(2)耐磨陶瓷涂料在施工过程中及养护期内,严禁任何敲打、锤击等冲击行为,并避免曝晒。